As the shelf life of consumer goods is one of the major concerns for consumers, IQF fruits and vegetables are becoming more and more popular. Therefore, it makes sense that Future Market Insights predicts a 3.6% annual growth of the market over the next ten years. According to OctoFrost marketing coordinator María Viéitez Gómez, in order to guarantee the highest-quality and remain competitive, IQF processors must be up to date and embrace the latest technologies.
“IQF processors have to preserve the natural color, flavor and texture of the fruits and vegetables in order to sell their products at a premium price,” Gómez explains. “To achieve this, the pre-treatment of the product is vital, which involves a rapid-cooking process called blanching. Blanching consists of showering the product with hot water for a short period of time, after which it is cooled and then frozen. During this process, heat deactivates enzymes that regulate biochemical reactions in living organisms and that cause loss of flavor, nutrients or color change. These enzymes cause the brown colour that appears on the fruit after cutting. If fruits or vegetables are not blanched, the enzymes are not deactivated and will continue to act slowly in the frozen product. For this reason, blanching is a key part of the preservation process, as it allows to obtain a higher quality final product.”
Although it is believed that blanching is done with the intent to comply with safety regulations, it’s actually more about quality and appearance, Gómez explains. “While blanching does remove microorganisms from the surface, it isn’t an crucial step in the processing of fruits and vegetables from a food safety perspective. That said, it’s true that blanching improves the overall quality of the final IQF product, but the control of certain variables can make the difference between a good-quality and a premium-quality product. Temperature control is one of the most important steps in the process.”
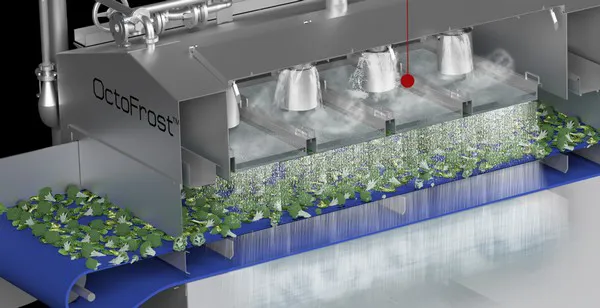
According to Gómez, it is crucial to reach the optimal temperature when blanching and have total control over the blanching time. “Over-blanching damages the product’s cellular structure, which leads to the loss of vitamins, minerals as well as the flavor. The OctoFrost IF Blancher is the latest technological innovation in the food processing industry. Its rainshower system allows the hot water to fall onto the product by means of gravity and break the layer of air surrounding it. This method reduces the blanching time to a minimum, which in turn prevents over-blanching and preserves the product’s appearance.”
“Steam injection has proven to be the best practice in the industry when it comes to heating the blanching water, as it uses less energy than any other traditional methods. In addition, this method ensures that the heat is completely absorbed into the water,” Gómez states.
“Because effectiveness and energy efficiency are two of our top priorities, the IF blancher has been designed to achieve the fastest and most efficient blanching. Thanks to the OctoFrost cross-flow water system, the water leaves the machine right after showering the product and then re-enters the water tank to be reheated by the steam injection. This method ensures no steam leaks, which results in a 30 to 40 per cent reduction in steam usage.”

Optimal blanching of IQF fruits and vegetables allows the deactivation of enzymes to ensure top quality results, Gómez explains. “Optimal blanching is achieved by quickly reaching the desired core temperature, followed by rapid chilling. This is the reason why it’s crucial to have total control of the temperature at every step of the process. Our IF blancher achieves this thanks to its different temperature zones. Keeping up to date with the latest technological innovations in the food industry keeps you competitive in the current growing trend of the global IQF market. This is key to the long-term success of your IQF business” she concludes.
For more information:
OctoFrost Group
Email: [email protected]
www.octofrost.com